Trefilado ultrasónico El proceso de trefilado con vibración ultrasónica axial
¿Qué es el trefilado ultrasónico?
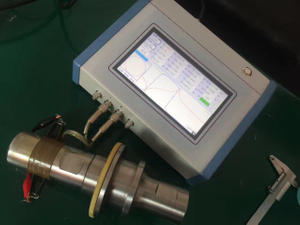
Trefilado ultrasónico El proceso de trefilado con vibración ultrasónica axial consta de dos sistemas de trefilado y vibración ultrasónica. El dispositivo de trefilado consiste en un tambor giratorio de trefilado (cabrestante) y un portamatriz. El sistema de vibración consta de un generador de oscilación eléctrico, un transductor máquina-eléctrico y una bocina. El generador de oscilación eléctrica convierte la corriente alterna de 50 Hz en una corriente alterna de 6-60 kHz a través de un condensador, un inductor y un circuito de tubos. El transductor eléctrico de la máquina convierte la oscilación eléctrica en un níquel magnetoestrictivo o una cerámica electroestrictiva. Vibración mecánica; La bocina es una varilla con un extremo grueso y un extremo delgado. El extremo grueso está conectado con el transductor eléctrico de la máquina, y se recibe la vibración transmitida desde la fuente de vibración. El extremo pequeño se usa como la base del molde, el troquel de dibujo fijo, la fuerza de dibujo y la vibración. Se transmite al troquel de dibujo a través de la bocina. En el caso de que la frecuencia de vibración sea fija y la energía de vibración no se pierda, el efecto del claxon es aumentar la amplitud de vibración cuando el área de la sección transversal se vuelve pequeña, y de ahí el nombre. Hay dos parámetros de frecuencia y amplitud cuando ocurre la vibración. La partícula tiene energía cuando vibra. Cuando la masa de la partícula es grande, la frecuencia de la vibración es alta y la amplitud es grande, la energía de la vibración de la partícula es grande. La propagación de la vibración se convierte en una onda con dos parámetros de longitud de onda y amplitud. La vibración generalmente se propaga en una onda viajera, pero se convierte en una onda estacionaria cuando se somete a una perturbación específica. La onda estacionaria tiene dos posiciones especiales: el nodo y el antinodo. La amplitud de la partícula en el antinodo es la más grande, y la amplitud del nodo en el nodo es la más pequeña. Cuando la vibración de frecuencia ultrasónica se propaga en la bocina, la varilla tiene ondas ultrasónicas cuya longitud de onda se puede calcular de acuerdo con la frecuencia de vibración y el módulo elástico del material de la varilla. La longitud de la barra debe ser tal que se genere una onda estacionaria dentro de la barra. El molde como punto de partícula vibrado debe fijarse en el antinodo o en el nodo.
La dirección de vibración al troquel de trefilado puede ser axial, radial y tangencial. Se aplica vibración axial común. En este momento, el troquel de trefilado debe colocarse en la posición antinodo de la onda estacionaria, y la dirección del dibujo es la misma que la dirección de vibración. Cuando se aplica la vibración radial, el troquel de trefilado debe colocarse en el nodo de la onda estacionaria, y el círculo exterior del molde se enfrenta a la fuente de vibración, es decir, la dirección del trefilado es perpendicular a la dirección de vibración.
Parámetro:
| N º de Modelo. | UWD20 |
| Frecuencia ultrasónica | 20 kHz |
| Máxima salida | 100 vatios |
| Amplitud | 15um
|
| Fuente de alimentación | 220V / 50-60 Hz |
| Generador ultrasónico | tamaño | 250 (ancho) x 310 (largo) x 135 (alto) mm |
| Peso | 5 kilogramos |
| Característica | Amplitud ultrasónica ajustable |
La energía ultrasónica puede proporcionar estos beneficios distintos:
La fuerza de extracción se puede reducir del 15% al 60%.
La velocidad de extracción se puede aumentar del 20% al 200% o más, dependiendo de los materiales y las condiciones.
El acabado superficial se puede mejorar.
Puede eliminar la acción antideslizante (conocida como charla).
La aplicación de vibraciones ultrasónicas a la mayoría de los procesos de formación de metal puede ofrecer estos beneficios al proceso y al acabado.
Reducción de la fricción entre el troquel y la pieza de trabajo.
Reducción de temperatura de troquel
Fuerzas de formación reducidas,
Estrés de flujo reducido
Calidad superficial mejorada

 Español
Español