 Español
EspañolVistas:115 Autor:Editor del sitio Hora de publicación: 2019-06-17 Origen:Sitio
Desventajas comunes de la soldadura ultrasónica:
Primero, la fuerza no puede alcanzar el nivel requerido.
Por supuesto, debe comprender que la fuerza del proceso de soldadura ultrasónica no puede alcanzar la potencia de fundición integrada. Solo se puede decir que está cerca de la resistencia de la pieza de fundición integral, los requisitos de soldadura.La fuerza debe depender de una serie de grupos. ¿Cuáles son estas colaboraciones?
※Material plástico: como resultado de la soldadura, el ABS y el ABS son definitivamente más fuertes que la resistencia de la soldadura del ABS y la PC, ya que el punto de fusión de diferentes materiales no será el mismo. Por supuesto, la resistencia de la soldadura no es la misma, aunque discutimos ¿Se puede soldar el material del ABS y la PC? Nuestra respuesta es que se puede soldar, pero ¿lo que queremos es poder después de soldar? ¡El asunto no era importante! Por otro lado, ¿qué pasa con el modo ABS, Nile, PP y PE? Si el HORN ultrasónico emite instantáneamente 150 grados de calor, aunque el material ABS se disuelve, el nylon, el plástico, el polipropileno y el polietileno solo se diluyen. Seguimos calentando hasta 270 grados o más. En este momento, la soldadura ultrasónica a temperatura de soldadura alcanzó el nylon, PVC, PP, PE, ¡pero el material ABS se ha disuelto en otra estructura molecular! De la discusión anterior, podemos resumir tres conclusiones:
1. El mayor poder de soldadura del material plástico con el mismo punto de fusión.
2. Cuanto mayor sea el punto de fusión de los plásticos, menor será la resistencia de la soldadura.
3. Cuanto mayor sea la densidad de los materiales plásticos (sólidos), mayor será la resistencia a la fusión de la baja densidad (alta dureza).
En segundo lugar, la superficie del producto produce cicatrices o grietas.
En la soldadura ultrasónica, es común rayar la superficie del producto, romperlo o romperlo en la junta. Debido a que hay dos casos en la operación ultrasónica: 1. Alta energía térmica directamente relacionada con la superficie del producto de plástico 2. Entrega de vibración. Por lo tanto, cuando se producen vibraciones ultrasónicas en el producto plástico, la superficie del producto está sujeta a quemaduras. La columna de plástico u orificio con un espesor delgado de 1 m / m es susceptible de agrietarse. Este es un requisito previo para el proceso ultrasónico. Evítalos. Por otro lado, debido a la falta de potencia de salida ultrasónica (tabla de extensión HORN y molde superior), se necesita mucho tiempo para soldar cuando la energía de fricción de la vibración se convierte en energía térmica para recolectar la energía térmica para compensar la escasez de energía. Este tipo de método de soldadura no es la energía térmica de fricción que se logra en un instante, sino que el tiempo de soldadura es necesario para recolectar la energía térmica, de modo que el punto de fusión del producto plástico se realice con la soldadura, de modo que la energía térmica permanezca en la superficie del producto durante mucho tiempo, y la temperatura y el estrés acumulados También provoca quemaduras, roturas o roturas en el producto. Por lo tanto, es necesario tener en cuenta la producción de energía (número de sectores), el tiempo de soldadura, la presión dinámica y otros factores para superar este tipo de pérdida de función.
Solución:
1. Reducir la presión.
2. Reducir el tiempo de retardo (vibración temprana).
3. Reducir el tiempo de soldadura.
4. Citar la cobertura de los medios (por ejemplo, bolsas de PE).
5. El molde tiene tratamiento superficial (endurecido o cromado).
6. El número de etapas de la máquina se reduce o reduce.
7. Para los productos que pueden romperse o romperse fácilmente, la herramienta de montaje debe estar hecha de bujes, como resina blanda o corcho (esto no afecta la resistencia de la soldadura).
8. Productos fáciles de romper Agregue el ángulo R en los ángulos correctos.
En tercer lugar, el producto produce distorsión.
Hay tres razones para esta distorsión:
1. El cuerpo y la fusión o cubierta deseada no pueden coincidir debido a una esquina o curvatura.
2. El producto es delgado y alto (dentro de 2 m / m) y la longitud es de 60 m / m.
3. El producto está deformado y deformado debido a condiciones tales como la presión de moldeo por inyección.
Entonces, cuando nuestros productos están distorsionados por la operación ultrasónica, parece ser la causa de la soldadura ultrasónica en la superficie. Sin embargo, esto es sólo un resultado. Qué sucede con el producto de plástico antes de soldar, y qué sucede después de soldar. Si no se analiza la causa principal, llevará mucho tiempo tratar el problema del no tratamiento de la medicación adecuada y, en el proceso de soldadura por indirecta directa (fusión indirecta), la presión de menos de 6 kg cambiará la flexibilidad y la inercia de Plasticos Por lo tanto, no intente utilizar una presión fuerte para cambiar la deformidad antes de soldar (la presión máxima de la máquina de fusión es de 6 kg), incluida la extrusión forzada utilizando la herramienta de instalación de moldes. Tal vez también caigamos en un punto ciego, es decir, para explorar la causa de la deformación de la superficie, es decir, el ojo desnudo no se puede ver antes de la fusión, pero después de completar la soldadura ultrasónica, obviamente se encuentra una deformación. La razón es que antes de la soldadura, será difícil encontrar los ángulos acumulados del propio producto y el arco y el error acumulado del material residual, pero después de completar la soldadura ultrasónica, aparecerá visible a simple vista. Deformación.
Solución:
1. Reducir la presión (preferiblemente menos de 2 kg).
2. Reducir el tiempo de soldadura ultrasónica (potencia reducida estándar).
3. Aumente el tiempo de endurecimiento (0,8 segundos o más).
4. Analice si los modos ultrasónicos superior e inferior se pueden ajustar en parte (no es necesario).
5. Análisis de la principal causa de deformación y mejora del producto.
Cuarto, se destruyen las partes internas del producto.
※Las causas del daño del producto después de la soldadura ultrasónica son las siguientes:
1. La máquina de soldadura por ultrasonidos de potencia de salida es muy fuerte.
2. Potencia de salida El amplificador ultrasónico es muy fuerte.
3. La suspensión del molde inferior está suspendida por el punto de fuerza y está dañada por la vibración ultrasónica.
4. El producto de plástico es alto y delgado en la esquina derecha de la parte inferior, y no hay un ángulo R para almacenar energía.
5. Las condiciones del tratamiento ultrasónico son incorrectas.
Solución:
1. Tiempo de vibración ultrasónica temprana (evite la vibración de contacto).
2. Reduzca la presión y reduzca el tiempo de soldadura ultrasónica (reduzca el nivel de potencia).
3. Reduzca el número de etapas de potencia de la máquina o de la máquina de baja potencia.
4. Reducir la proporción de expansión del molde por ultrasonidos.
5. Molde inferior acolchado con goma en vigor.
6. Molde inferior y evite productos flotantes o lagunas.
7.HORN (molde superior) restaura la frecuencia después del taladrado.
8. Aplique material elástico después de un troquel superior mate
Quinta El producto produce flash o flash.
※La causa del flash o las protuberancias del producto después de la soldadura ultrasónica es la siguiente:
1. La fuerza ultrasónica es muy fuerte.
2. El tiempo de soldadura ultrasónica es muy largo.
3. La presión del aire (dinámica) es demasiado grande.
4. La presión debajo del molde superior (fijo) es demasiado grande.
5. La relación de expansión de potencia HORN es muy grande.
6. La línea de productos fusiona el plástico exterior o muy alto o grueso.
Los seis elementos anteriores son la causa del flash del producto después del proceso de soldadura ultrasónica. Sin embargo, lo más importante es abrir la línea de válvulas para la sexta onda ultrasónica. Generalmente, en el proceso de soldadura ultrasónica, la presión del aire es de aproximadamente 2 ~ 4 kg, dependiendo del valor experimental de la línea de solubilidad supersónica de 0,4 a 0,6 m / m en la parte inferior y de 0,3 a 0,4 m / m en altura. Por ejemplo, este error tipográficoCorreo., El ángulo agudo es de unos 60.°, Detrás de este valor se incrementará el tiempo de soldadura ultrasónica, la presión, la máquina o el molde superior, formando así los elementos 1 ~ 6 anteriores que provocan el destello y humo.
Solución:
1. Reduzca la presión y reduzca el tiempo de soldadura ultrasónica (reduzca el nivel de potencia).
2. Reduzca el número de etapas de potencia de la máquina o de la máquina de baja potencia.
3. Reducir la proporción de la expansión del molde por ultrasonidos.
4. Use el dispositivo ultrasónico para ajustar la posición y el ajuste.
5. Ajustar la línea de fusión por ultrasonidos.
Sexto, el tamaño del producto no se puede controlar después de la soldadura dentro de la tolerancia
※En la soldadura ultrasónica, el producto no puede ser controlado dentro del rango de tolerancia por las siguientes razones:
1. Estabilidad del dispositivo (la conversión de potencia no agregó el factor de seguridad).
2. La deformación de los productos plásticos supera el rango de fusión natural del ultrasonido.
3. Posicionamiento o capacidad de carga es inestable.
4. El modo de potencia superior de la expansión de salida ultrasónica no coincide.
5. Las condiciones del proceso de soldadura no agregaron factor de seguridad.
Solución:
1. Aumentar el factor de seguridad de soldadura (por tiempo de soldadura, presión y fuerza).
2. Habilite el tornillo de ajuste fino (debe controlarse a 0,02 m / m).
3. Compruebe si la potencia de salida del ultrasonido ultrasónico es suficiente (aumentando el número de piezas cuando no es suficiente).
4. Compruebe si el modo de instalación y la capacidad de carga del producto son estables.
5. Ajuste la línea de fusión ultrasónica.
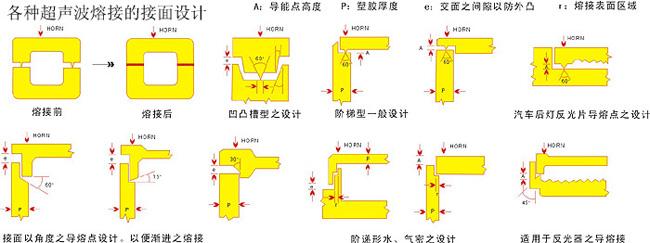
Línea de soldadura ultrasónica / diseño de línea de fusión por aire.
Cuando queremos que el producto logre la función de estanqueidad al agua y al aire, la línea de fusión ultrasónica es la clave del éxito o el fracaso. Por lo tanto, en el diseño del producto, como: posicionamiento, material, grosor de la carne y la relación correspondiente de la relación ultrasónica de la línea de fusión absoluta. En general, en condiciones de agua y condiciones ajustadas, la altura de la línea de la válvula debe estar entre 0,5 y 0,8 m / m (dependiendo del grosor del producto), como 0,5 m / m, para lograr la función de estanqueidad al agua y al aire, a menos que la posición sea muy estándar. El grosor de la carne es de 5 metros / m o más, de lo contrario el efecto será débil. La manera en que la colocación del producto de un producto hermético en general con una línea de desviación supersónica es la siguiente:
Es adecuado para agua apretada y fusión de productos grandes. El ángulo de conexión es = 45°, X = w / 2, preferiblemente d = 0.3 ~ 0.8mm.
Tipo de punta graduada: Adecuado para la estanqueidad al agua y para evitar salientes o grietas. Ángulo de la superficie de contacto°, O = w / 2, y d = 0.3 ~ 0.8MM.
De pico a valle: adecuado para soldadura impermeable y soldadura fuerte, d = 0,3 ~ 0,6 mm La altura de la superficie de contacto h varía según la forma, pero h aproximadamente 1 ~ 2 mm.
La operación ultrasónica del producto y la estanqueidad al aire no se puede lograr. Además de factores como la línea de fusión ultrasónica, el dispositivo de posicionamiento, el posicionamiento del producto, las condiciones de configuración ultrasónica también son una causa importante. Aquí nos adentramos en otra razón (condiciones de fusión) que enciende la estanqueidad del agua y el aire. Cuando aplicamos soldadura ultrasónica, el objetivo principal es buscar la eficiencia, pero a menudo ignora los fundamentos de la eficiencia. Hay dos fenómenos:
Primero, la velocidad del enlace descendente, el almacenamiento en búfer muy rápido: la velocidad de esta configuración, de modo que la presión dinámica además de la aceleración de la gravedad para aplanar la línea de fusibles ultrasónica, para que la línea de fusibles pueda desempeñar el papel de fundición y la fase de soldadura sea falsa.
Segundo, el tiempo de soldadura es muy largo: los productos plásticos debido a la energía térmica a largo plazo, no solo derriten los materiales plásticos, sino que también causan el fenómeno del coque en el tejido plástico, la producción de agujeros de arena, agua o gas que penetra en el espacio de arena. Este es el lugar más difícil para descubrir la tecnología de producción general.

